
|
Балдаев Л.Х. к.т.н., («ТСЗП»), Балдаев С.Л. асп., Пузряков А.Ф., д.т.н. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
| а) | б) |
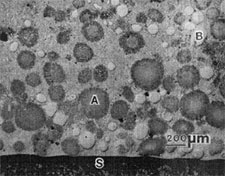
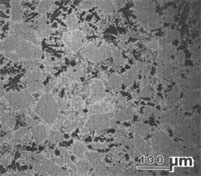
Рис. 1. Структуры наплавленного слоя выполненного плазменной наплавкой (S - стальная основа, A - WC/Co, B - WC/W2C) |
|
На рис.1 представлены структуры наплавленного слоя выполненного плазменной наплавкой.
Оптимальный выбор технологических режимов процесса плазменной наплавки обеспечивает минимальное перемешивание наплавляемого материала с основным металлом, практически, с нулевой глубиной проплавления (что позволяет при однослойной наплавке обеспечить заданный состав даже тонкого слоя покрытия), а также минимальную окисляемость наплавляемого материала за счёт специальной инертной или восстановительной защитной среды.
Плазменная порошковая наплавка обеспечивает высокую работоспособность деталей за счет отличного качества наплавленного металла, его однородности, а также благоприятной структуры, определяемой специфическими условиями кристаллизации металла сварочной ванны.
Производительность плазменной наплавки с вдуванием порошкообразного материала в столб дуги транспортирующим газом можно повышать либо за счет увеличения тепловой мощности дуги, либо за счет более эффективного нагрева порошка в дуге. Особенности процессов плавления присадочного и основного металлов при плазменной наплавке обусловлены возможностью регулировать в широком диапазоне соотношение между тепловой мощностью дуги, количеством и температурой подаваемого в сварочную ванну присадочного порошка. Изменяя это соотношение, можно обеспечить минимальное проплавление основного металла.
Эффективность метода зависит от выбранного источника питания, материала покрытия, режимов наплавки и используемого манипулятора. Наиболее эффективным является метод автоматической плазменной наплавки. В качестве материала выбирается композиция из смеси карбидов и связующей матрицы. Режимы наплавки подбираются таким образом, чтобы частицы карбидов не расплавлялись, тем самым, обеспечивая наплавленному слою необходимую стойкость к ударным нагрузкам и изнашиванию. Связующий материал выбирается таким образом, чтобы препятствовать вязкому разрушению. Обычно это - сплавы на основе Ni, Co, Fe.
Твердосплавное покрытие обычно состоит из одного или нескольких карбидов, которые связываются со стальной основой посредством металлического сплава (связующим сплавом). В то время как карбидная фаза дает твердость и износостойкость, матричный материал выступает в качестве связки карбидов и стальной подложки.
Под карбидной фазой чаще всего подразумевают смесь трех типов карбидов WC, WC/W2C, WC/Co.
Вольфрам образует два карбида:
Макрокристаллический карбид вольфрама WC имеет форму монокристаллов. Макрокристаллический карбид придает покрытию жесткость и устойчивость. Существуют различные смеси этих двух форм. Чаще всех выбирается в качестве наполнителя карбидной фазы эвтектический состав WC/ W2C.
Карбид вольфрама на органической связке с кобальтом, иногда называют <спеченным карбидом>.
В некоторых случаях вместо карбида вольфрама выбирают в качестве составляющей карбидной фазы карбид ванадия или титана. Связка чаще всего состоит из матричного сплава на основе кобальта, никеля, железа и неметаллических компонентов: карбидов и боридов.
Плазменная наплавка успешно применяется для упрочнения шарошечных долот.
В процессе бурения зубья долот взаимодействуя с твердой породой под колоссальным давлением обламываются, стираются или выпадают из основы долота. Выход из действия одного из зубьев приводит к последующей поломки остальных, и соответственно непригодности долот для дальнейших работ.
Еще одно наиболее уязвимое место на буровом долото является края корпуса. В одношарошечном долото истирание металла приводит к выпадению зубьев и описанной выше поломке оборудования.
Сложность наплавки бурового долото заключается в необходимости применения специфических манипуляторов из-за сложной геометрии оборудования и разработки технологии процесса.
 |
 |
| а) | б) |
Рис. 2. Зубья шарошечных долот |
|
 |
 |
| а) | б) |
Рис.3. Ремонт края корпуса буровых долот |
|
Опыт промышленного использования показывает, что плазменно-порошковая наплавка позволяет повысить качество, надежность и долговечность наплавленных деталей, улучшить условия труда. По сравнению с ручной наплавкой на 30-50% повышается производительность труда, на 50-70% сокращается расход наплавочных материалов и примерно на 50% расход электроэнергии.
| Упрочнение | Защита от коррозии и износа | Восстановление | Оборудование | Технологии | Материалы | ||||
|

 По отраслям
По отраслям